不死斬的刀裝
日本古代傳統制鋼的方法是使用名為「吹踏鞴」(たたら吹き)的煉爐,又稱「吹爐」
吹爐煉製的鋼鐵含極少雜質材料容易焊合,最適用於鍛製刀劍,更是製作日本刀「折返鍛鍊」工序中的必要條件。


而以現代鋼材以高溫爐火(1500℃以上)熔解煉製會有鐵晶體肥大的問題,沒有經過適當的熱處理的話就不能令粗大的晶體重組成細晶體,製成品的強度和韌性就會受到影響,二戰時期日本所生產的軍刀,就是以高溫爐火所製作的量產刀。

宮崎駿電影-魔法公主
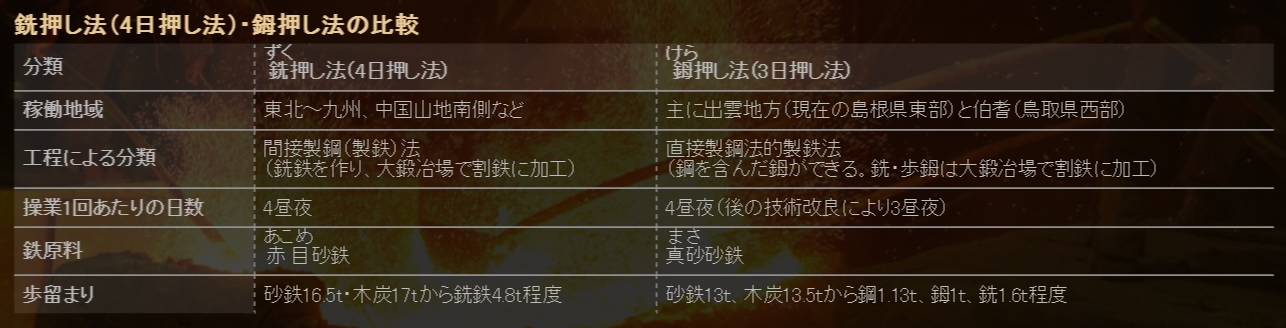
古刀期吹爐的煉鋼法,如再細分的話可以分為鉧押法與銑押法兩種,這兩種煉鋼法爐體構造相近,惟燃燒的溫度、時間與材料不同。
鉧押法
以「真砂」 砂鐵為材比西方煉鋼所用的鐵礦石含較少的磷、錳等雜質,製成的鋼材純度較高。
冶金師先將砂鐵加到煉爐中,再添加特定的木炭。有別於西方煉鋼法所用的焦炭,木炭中的含硫量較少,所以對鋼材純度的影響也較低。
由於日本古時一直未有機會發展高溫煉爐技術,爐火溫度不會超過攝氏 1000 度,砂鐵不會完全熔解,所以所需的時間甚長。
一般而言,每 13 噸砂鐵加上 13 噸木炭,最多只能煉出 2.8 噸有用的鋼鐵,其中只有少於 1 噸的優質品能夠被選定為「玉鋼」,作為日本刀「刃鐵」、「皮鐵」 的材料。
銑押法
常見於古時大規模的冶煉場,以「赤目」砂鐵為材,需要四日四夜的連續作業時間。
有別於鉧押法,木炭先被加到煉爐中,然後再添加砂鐵。
「赤目」砂鐵的雜質較多,每 13 噸砂鐵和 13 噸木炭只能煉出 0.8 噸有用的鋼鐵,例如「左下鐵」、「庖丁鐵」等,作為日本刀「芯鐵」 的材料。
完成後產出一整塊素質不均的鐵塊(粗鋼),冶金師會用大鎚將他打碎,再將碎鐵分門別類。
鉧押法的完成品有「玉鋼」、「鐵滓」等,「玉鋼」的碳含量約為 1.0 到 1.5%
銑押法的完成品有「左下鐵」、「庖丁鐵」等,「左下鐵」約為 0.7%,「庖丁鐵」約為 0.1 到 0.3%。
玉鋼
一般來說是使用「吹踏鞴」的煉爐,所產生出來的鋼鐵,在現代又稱為「和鋼」。
以現代冶金學的角度來看,吹爐所煉製出來的鐵塊是利用氧化還原反應原理的所產生的,這種鐵被稱作為直接還原鐵,又稱作「海綿鐵」。

吹爐所產生的溫度無法超過1000℃以上,此時爐中的還原鐵無法融化成液態。
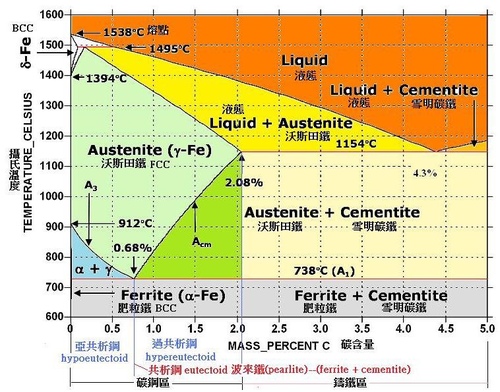
固態的單質鐵在這樣的高溫下,又會和一氧化碳發生滲碳反應。按照鐵碳合金相圖,此時的鐵雖然只能溶解1.5%~1.7%的碳,但隨著加熱時間鐵中的碳濃度超過了溶解度後,多餘的碳可以滲碳體的形式存在,冷卻後得到的鐵塊像海綿一樣成多孔狀的海綿鐵。
海綿鐵並不是一塊均質的鐵塊,它的含炭量是從0.2到2.5左右,從生鐵到熟鐵都有。
冶金師會將鐵塊敲碎,進行初步的遴選再送往刀匠手上,當中含碳量 1.0 到 1.5%間的就會被歸類在「玉鋼」。

日本美術刀剣保存協会(日刀保)對於玉鋼品質的分類
玉鋼特級:含碳量1.0~1.5%、段口特均質
玉鋼1級:含碳量1.0~1.5%、段口均質
玉鋼2級:含碳量0.5~1.2%、段口均質
玉鋼3級:含碳量0.2~1.0%、段口粗製、別名大割下


目白:品質等同玉鋼1級品、大小約2cm以下的小粒碎塊
銅下:品質等同玉鋼2級品、大小約2cm以下的小粒碎塊
銑:含碳量1.7 以上、也就是所謂的生鐵
歩鉧:鐵、鋼、生鐵、半還原鐵、鐵渣、木炭等混在一起的雜質
玉鋼 | 和鋼博物館
卸鐵
根據水心子正秀的說法,新刀是以玉鋼為材料,古刀(鎌倉時代)是以卸鐵為材料。以古刀的卸鐵為材料,復興古刀的鍛鍊法,即是所謂的新新刀。

江戶時代,刀匠主流的製刀方式,就是將玉鋼(含碳量約1.3%),透過反覆折疊鍛打,使其脫碳而製成刀具所須的鋼材(含碳量約0.7%)。
卸鐵則是以另外一種方式製作,它不直接使用煉鋼廠所生產的玉鋼,而是再經過另一段的加工手續後,才開始刀劍鍛造的工作。刀匠在拿到鋼材後,把它切成小塊鐵片,在自己的火爐中與炭再進行一次煉製。
由此我們可以知道,水心子正秀所提倡的新新刀,並非只有將鋼材的含碳量調整與鍛造,而是進一步對鋼材進行冶煉,進而製作出更好的刀劍。
安來鋼
二戰後日立金属公司在島根縣安來市的工廠,使用傳統「吹踏鞴」的方式所生產的工具鋼。
主要分白紙、青紙、黃紙、銀紙幾大系列,與標準無法統一的玉鋼不同,安來鋼製造標準統一合金配比嚴格按1號、2號、3號等分級,嚴格按照統一標準選購材料進行製作。
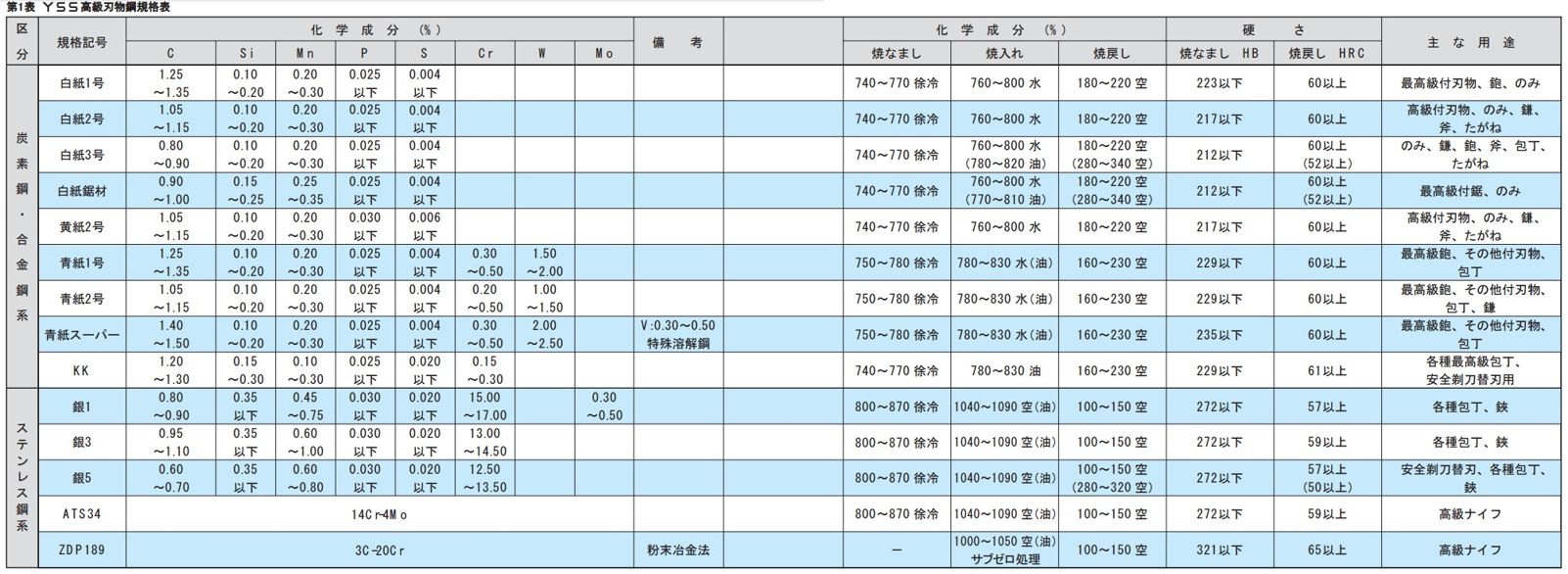
高級刃物鋼
刀身簡易知識
鍛造身型
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

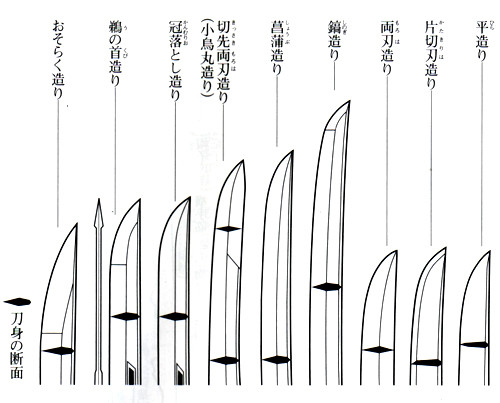
平造 ─ 刀身有如平面一塊,沒有可見的鎬筋和橫手,短刀,小脇差常有的造型。
(平造打刀在室町時代中期到末期之間也有極少數見)
切刃造 ─ 鎬更朝向刀鋒的方向的造型(上古刀中常見)。
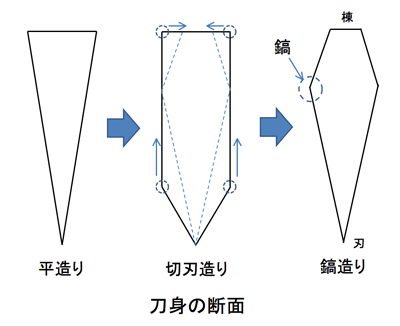
鎬造 ─ 為日本刀最常見的造型,通常被認為是由切刃造進化而來。
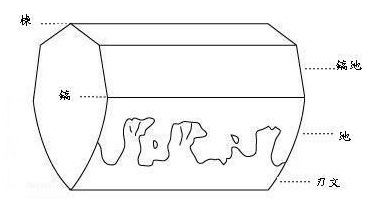
上圖為鎬造方式鍛造的刀身
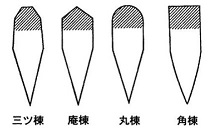
「棟」為刀背部分,通常使用硬度較低的鋼材(韌性),因鍛造的不同有其他類型的規格。
「鎬地」為鎬到棟之間的表面部分,會因為鋼材選用的鑄造方式不同,而出現地肌。
「鎬」或稱"鎬筋",刀身側邊的一條稜線,主要是為了加強刀身強度而出現的設計。
「地」或稱"地鐵",因鋼材為折疊段打後的玉鋼,會產生特殊的紋路稱之為「地肌」。
「刃紋」為刀身進行覆土燒刃後所形成的紋路。「燒刃土」為刀工所調製的特殊塗料,將他包覆在刀上進行淬火的熱處理,刃區的塗料較薄,淬火會形成一道白色較為堅硬的晶體紋路。

「蛤刃」刀身表面弧形的研磨方式,主要是為了在不增加切割阻力的情況下,最大限度的提高刀刃的強度,避免崩刃產生。

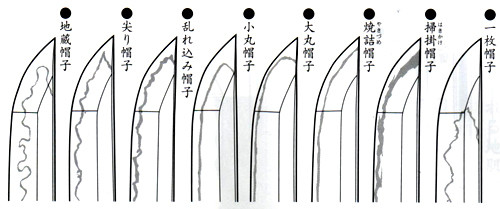
刀尖
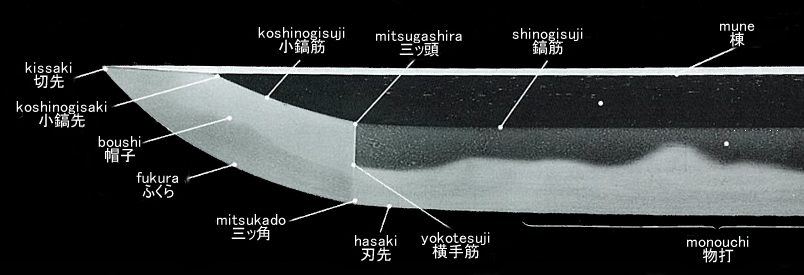
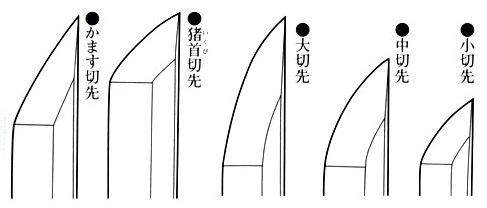
「切先」或稱"鋒",刀身最前端的刀尖,不同的時代有各種不同的切先設計。
「橫手」或稱"橫手筋",刀尖與刀身的分界線。
「小鎬筋」為切先中的鎬筋,「小鎬先」為小鎬筋與棟的交界點。
「三ツ頭」鎬筋、小鎬筋、横手筋,三點相交的交界點。
「刃先」刀身刀刃處的最前端,「ふくら」刀尖刀刃處的最前端。
「三ツ角」刃先、ふくら、横手筋,三邊相交的交界點。
「帽子」或稱"鋩子",為切先部分的刃紋。刀工鍛造切先的時候,鋼材處於高溫狀態。
焠火後鎬的部分遇冷收縮,刃的晶體卻會彭脹 ,帽子會向棟的方向返縮。
「物打」為刀身中橫手筋以下5~6吋左右的位置,為實戰當中最常使用的部分,對強度的要求最為注重,也是刃文表現最精采的地方。
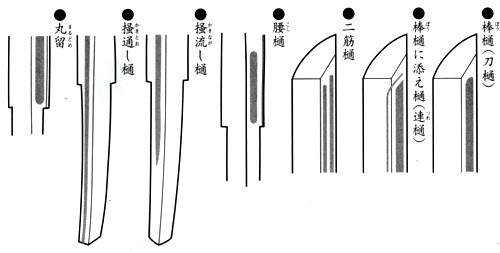
「樋」作用是減輕刀身重量,並調整重心的位置。常被誤解成其他刀類的血槽,但實質上血槽並不具讓血流出之功能。
刀莖
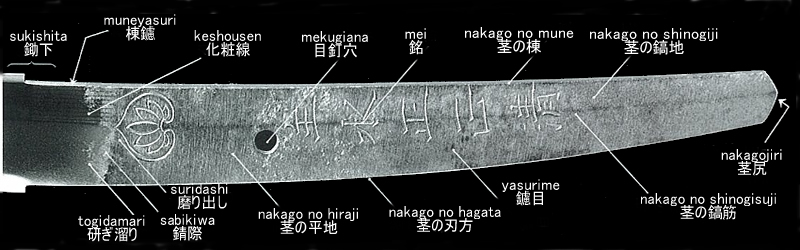
「目釘穴」用於穿過目釘,將刀莖與刀柄緊密固定。
「銘」或稱"刀銘",為刀工製刀完成後再刀莖上所刻的名號或是頭銜等等。
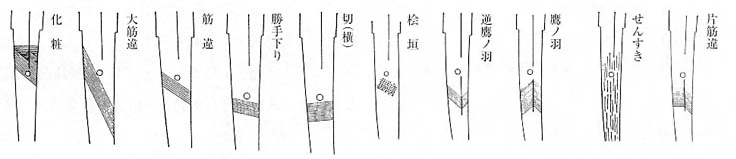
「鑢目」為刀工在刀莖上銼出不同方向的紋路,為了增強摩擦而使刀柄不易脫落。
「刀莖狀態」
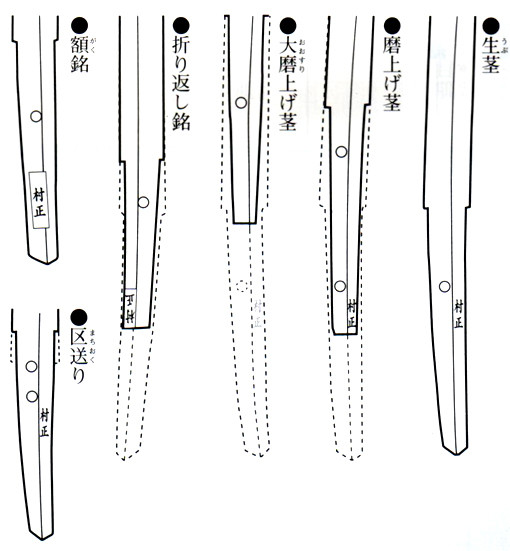
「刀莖種類」
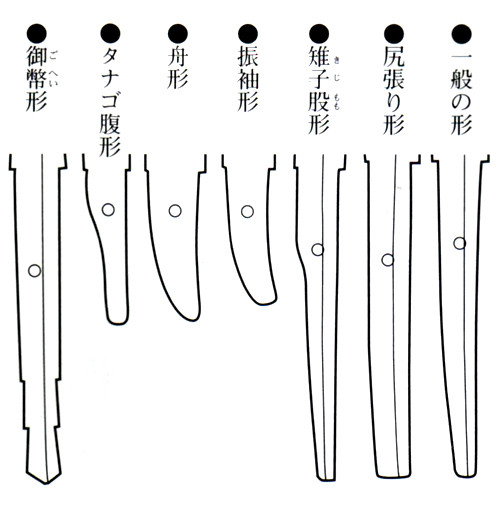
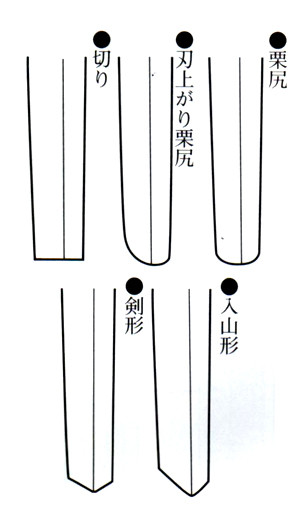
「茎尻種類」